A B-70 műszaki részletei után jönnek az építés nehézségei, és még egy utolsó programmódosítás. A következőkben a repülések számtalan, kisebb-nagyobb eseményéről, tapasztalatáról, ezek kezeléséről lesz szó. A sorozat első része ITT olvasható, míg az előző ITT.
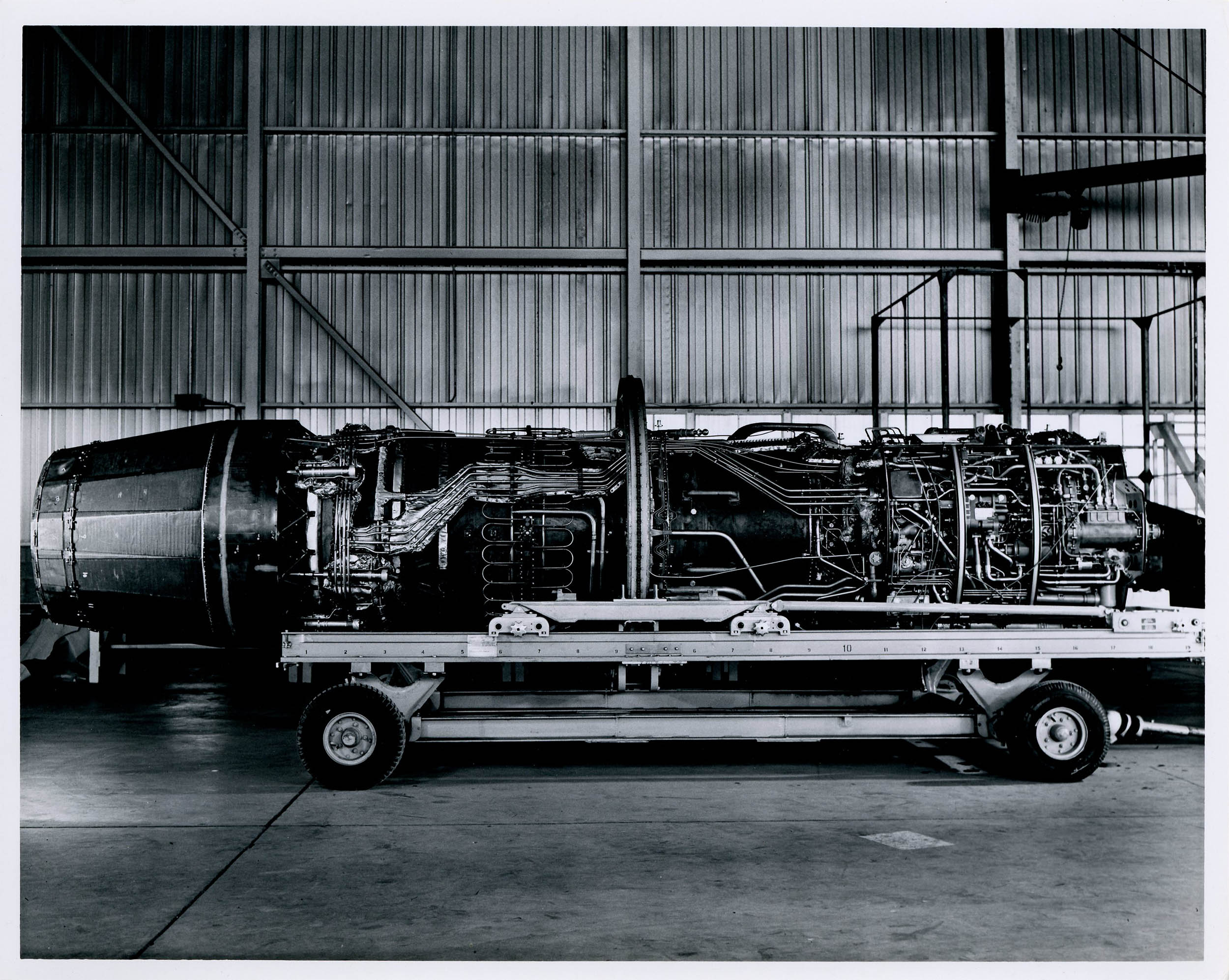
A főbb elemek korábban már említett beszállítói mellett a Sundstrand felelt a másodlagos energiaellátó rendszerekért (akármit is jelentsen ez pontosabban), az Oster a hajtóművek műszerezéséért, a Hamilton Standard a beömlő vezérléséért és a létfenntartó rendszerért, míg a Motorola a repülési és bevetés menedzsment rendszerért. Az IBM bombázó navigációs rendszerétől független navigációs eszközöket eredetileg az NAA Autonetics részlege szállította volna, míg a Sperry – a forrástól függően – a navigációs giroszkópokat és a csillagnavigációs berendezést, vagy a tartalék inerciális platformot, végül a Westinghouse az elektronikai önvédelmi rendszert. Ezek elkészítésére azonban már nem, vagy legfeljebb csak részben került sor. Szintén elmaradt a Beech által készítendő „alert pod”, lásd később bővebben. Összesen 2000 beszállító volt vagy lett volna érintve a B-70 gyártása kapcsán.
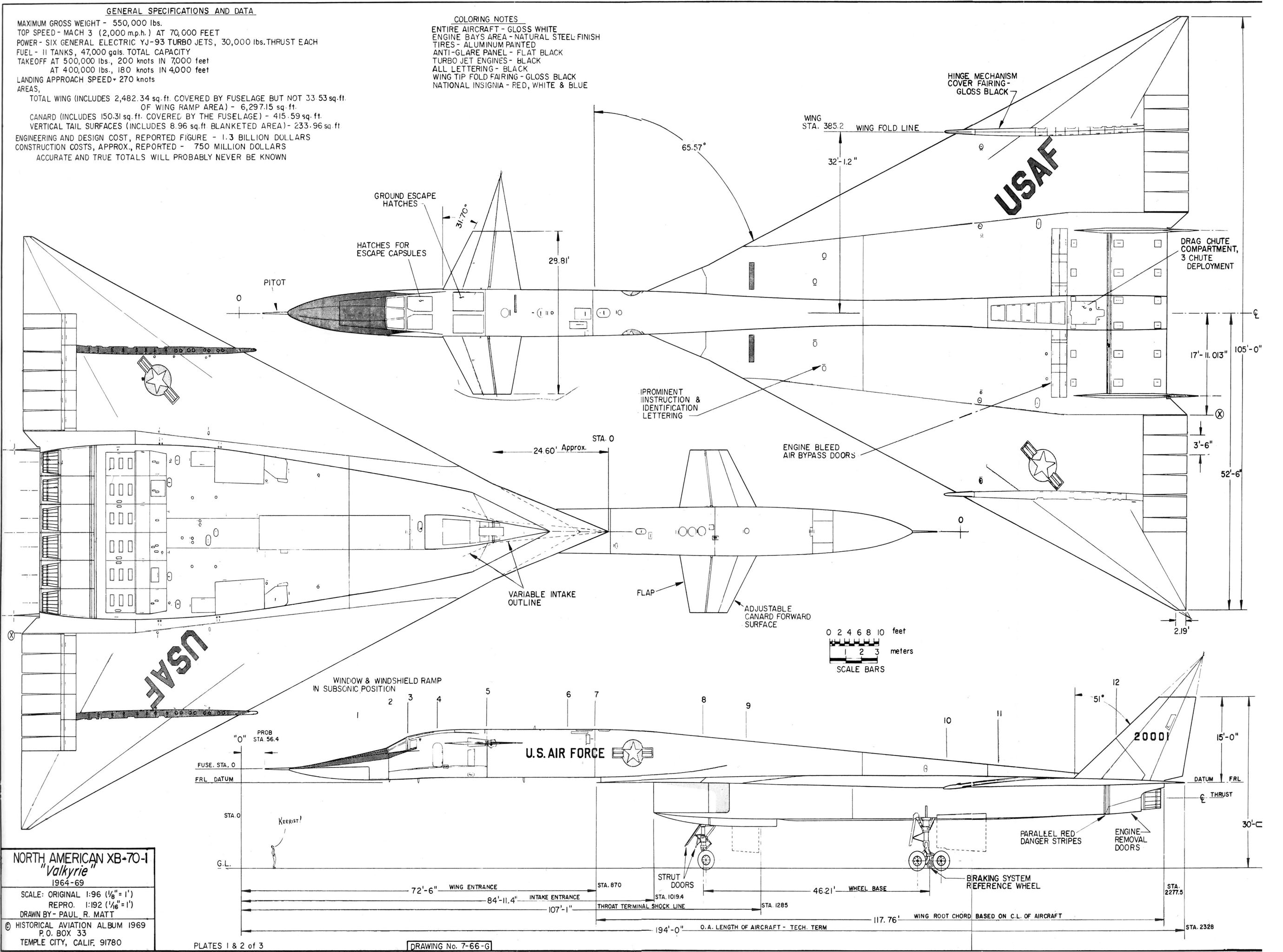
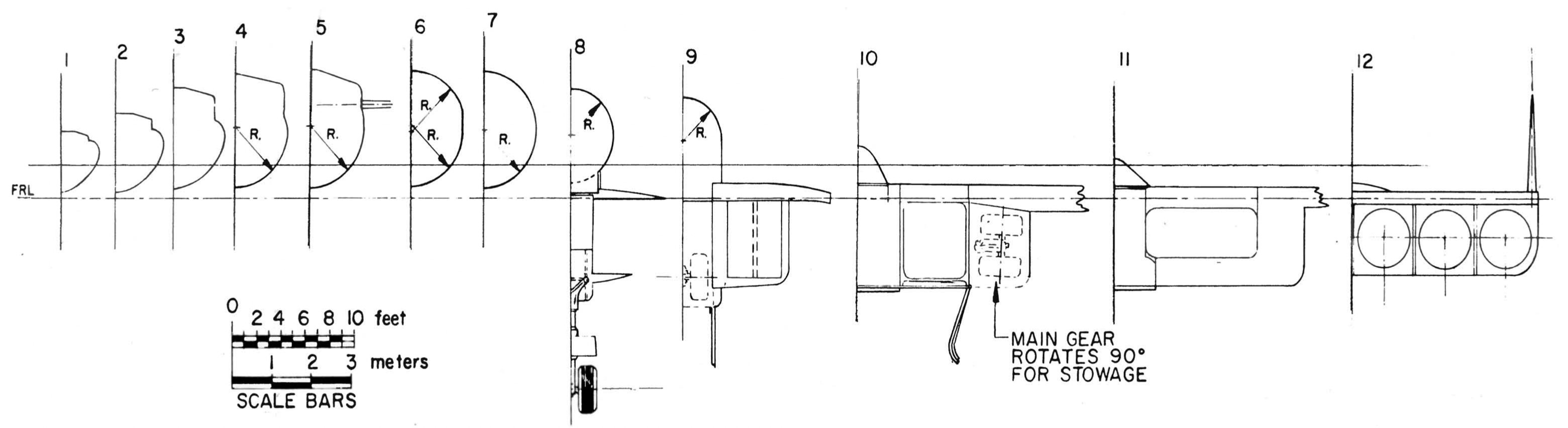
A különféle, a beszállítóktól is érkező, nagyobb szerkezeti elemek összeszerelését 1962. május 18-án kezdték meg a nyakkal és a mögötte található szekcióval. Július 18-ára a teljes törzs készen állt. Ezt követte a szárnyak felszerelése, de itt a következő bekezdésben leírtak miatt hatalmas csúszást halmoztak fel, mert 1963. január 14. helyett csak 1964. április 24-ére lett készen a művelet – közel másfél évvel később a tervezettnél.
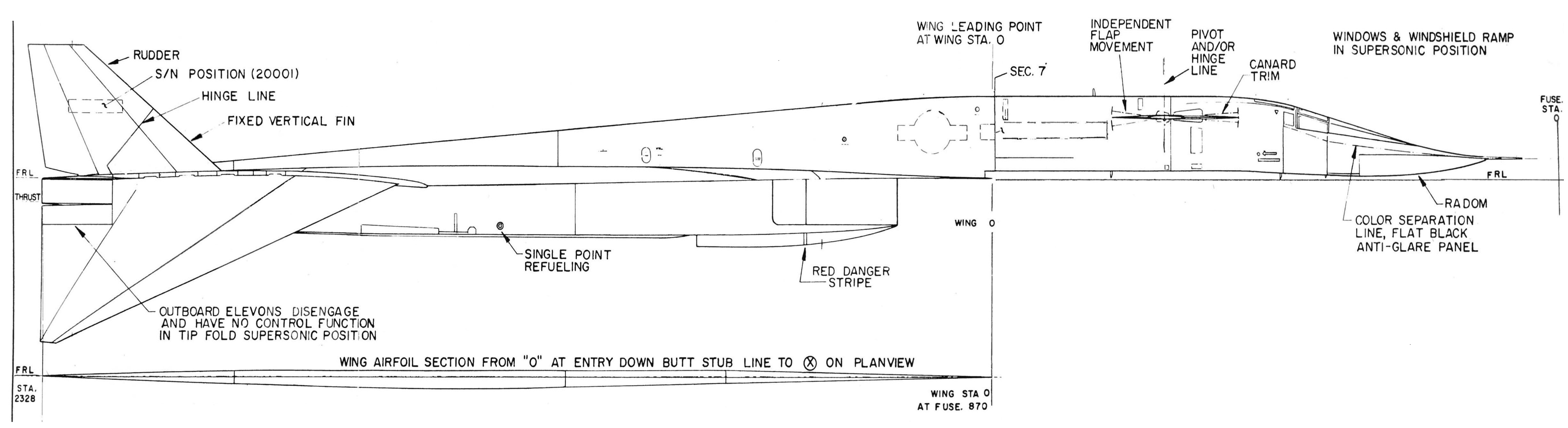
A program kutatási célúra csökkentése közvetlenül is kihatott olyan dolgokra, mint a gyártási szerszámok, berendezések törlése. Ezért a szárnyaknak a középső részhez illesztése, ami bő 24 m-nyi részen történt, csak „optikai eszközökkel” volt lehetséges. Ez magyarul azt jelentette, hogy a szakemberek szemmel próbálták meg az elvárt, legalább 0,2 mm-es pontosságot tartani. Nem nevezhető váratlannak, hogy ez nem sikerült. 1962 végén számos kísérletet tettek, de a hatalmas elemek minimális mozgásai, sőt, a gyártóhangár hőmérsékletváltozásai és egyébként sem minden pontban egyenletes hőmérséklete is befolyásolták a megfelelő pozíciót a hőtágulási hatásokon át. Így mégis szükség volt egy, az eredetileg tervezettnél azonban továbbra is lényegesen egyszerűbb, műszaki megoldást elkészíteni, ami fizikailag segítette az illesztést. Ezt követően került sor az összehegesztésre, amiből az AV/1-en nagyon sok ismétlésre volt szükség a röntgenes minőségellenőrzés után. Ez azonban csak a kezdeti tapasztalatlanság, és az egyedi építési módszernek köszönhető, a sorozatgyártásnál a megfelelő szerszámozással minimális problémákkal számoltak e téren.
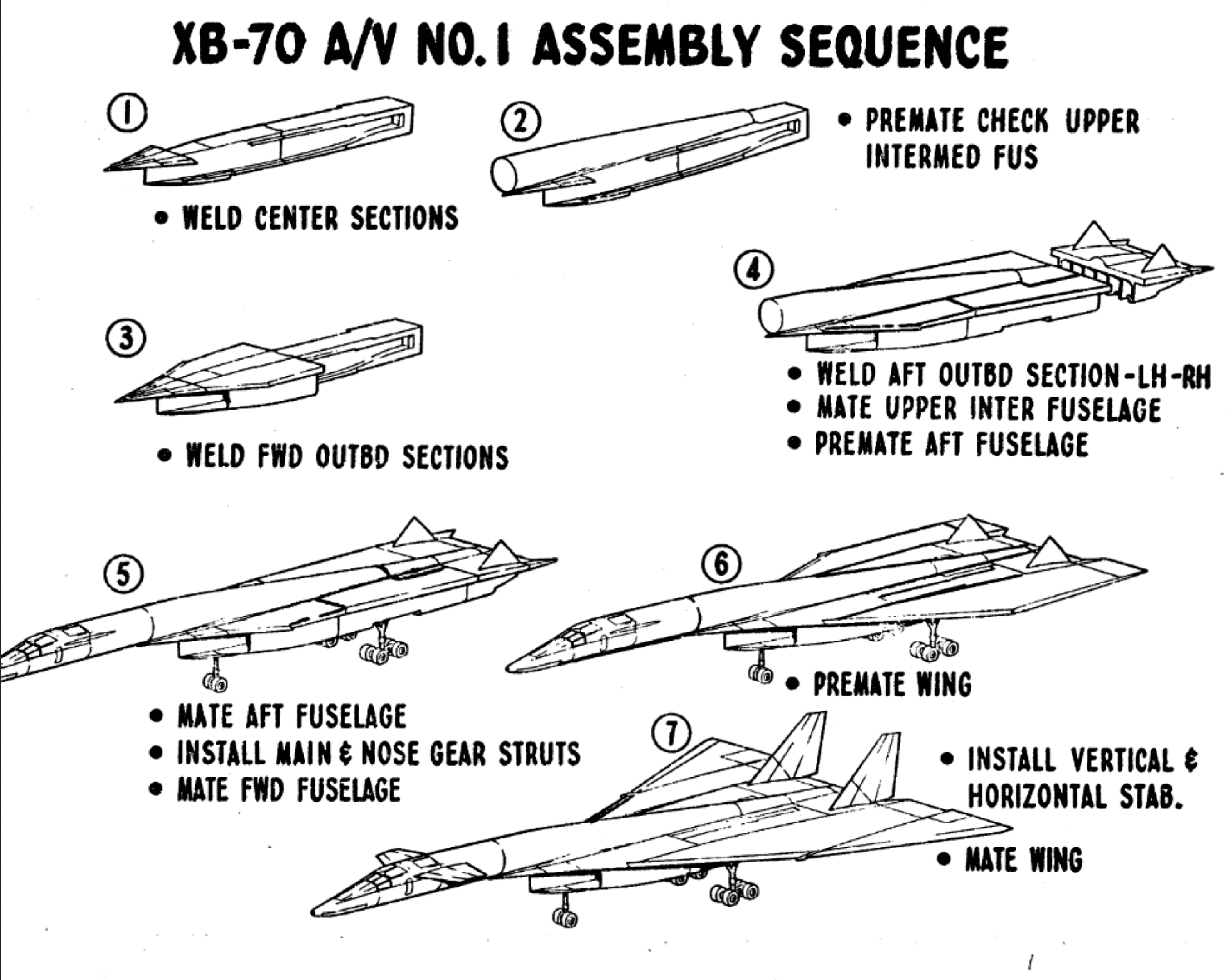
Az AV/1 esetén az „összeállítási” sorrend








{kind=link}
{kind=link}
{kind=link}
{kind=link}